NCプログラムの手打ちを卒業!CAM導入で属人化と加工効率の課題を解決
3D設計や5軸加工の普及によりCAM導入が進む一方で、門型加工機やCNC旋盤の現場では、今も「手打ち(Gコード直接入力)」が主流という企業も少なくありません。「単純形状だから手打ちで十分」という声も聞かれますが、実はそこに「見えないコスト」や「属人化のリスク」が隠れています。
本記事では、手打ち作業による稼働率低下やバリ取りの手間といった課題を、CAM導入によってどう「DX化」し、解決できるのか。具体的なメリットを詳しく解説します。
目次
NCプログラミングにおける手打ちとは?
工作機械を動かす際に、GコードやMコードなどのNCプログラムを、制御装置やPCのメモ帳に直接入力する方法を「手打ち」と呼びます。
現在も手打ち運用を続けている企業では、主に以下の理由からCAD/CAMの導入を見送っているケースが多く見受けられます。
-
現状維持のバイアス:従来の方法で加工ができているため、必要性を感じていない。
-
加工内容の固定化:単純な形状が中心で、既存プログラムの座標値を微調整すれば対応できると考えている。
- 現場のブラックボックス化:担当者に一任しているため、経営層や管理職が現状の非効率性に気づけていない。

手打ちによる加工プログラム作成の課題
手打ちでもワークは完成するため、一見問題がないように見えます。しかし、細部を分析すると、工程全体の生産性を著しく低下させている場合があります。
特定担当者への依存(属人化)
「この機械は○○さんしかわからない」という状況は、典型的な属人化のリスクです。担当者の休暇や退職が発生した際、リピート品や類似形状の加工であっても、別の担当者が一から作り直すといった無駄な工数が発生します。
空運転(ドライラン)による機械稼働率の低下
手入力のプログラムは、加工前にワークや治具との干渉を「実機」で確認しなければなりません。担当者が機械の前に立ち、目視で慎重に動作確認を行う「空運転」の時間は、機械が何も生み出さない「稼働率ゼロ」の時間となります。
人為的ミス(ヒューマンエラー)のリスク
図面から数値を読み取り、手入力する作業にはミスがつきものです。特に穴加工が数十〜数百箇所に及ぶ場合、入力漏れや座標の打ち間違いは避けられません。ミスが加工不良や機械衝突につながれば、大きな損失を招く可能性があります。
手作業によるバリ取り工程の残存
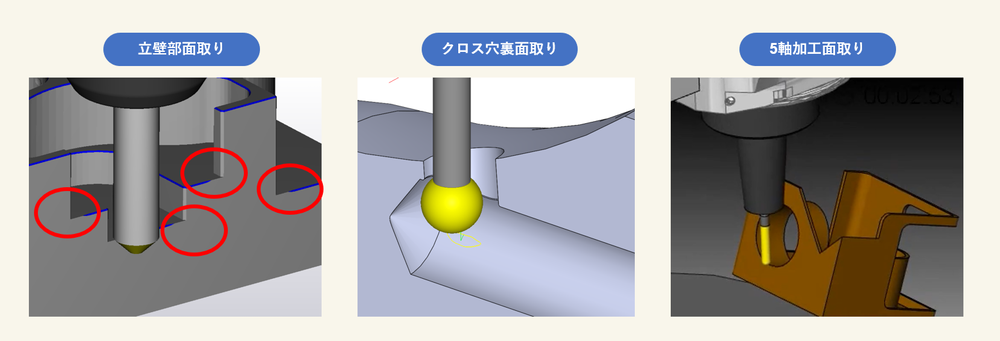
手打ちでは複雑な工具経路を作るのが難しいため、クロス穴や立壁部の面取りがプログラム化されず、最終的に「人の手」によるバリ取りが残ってしまいます。これは品質のバラツキや、後工程の停滞を招く大きな要因です。

CAM導入で「手打ち」の課題を解決する
CAMを活用することで、上記のような現場の課題をデジタル技術で解決できます。
加工ノウハウを「会社の資産」へ
CAMを使用すれば、工具情報や切削条件、加工手法がデータとして蓄積されます。これにより、特定の個人に依存していたノウハウが「共有可能なデジタル資産」へと変わり、担当者の変更や数年後のリピート発注にも迅速に対応できます。
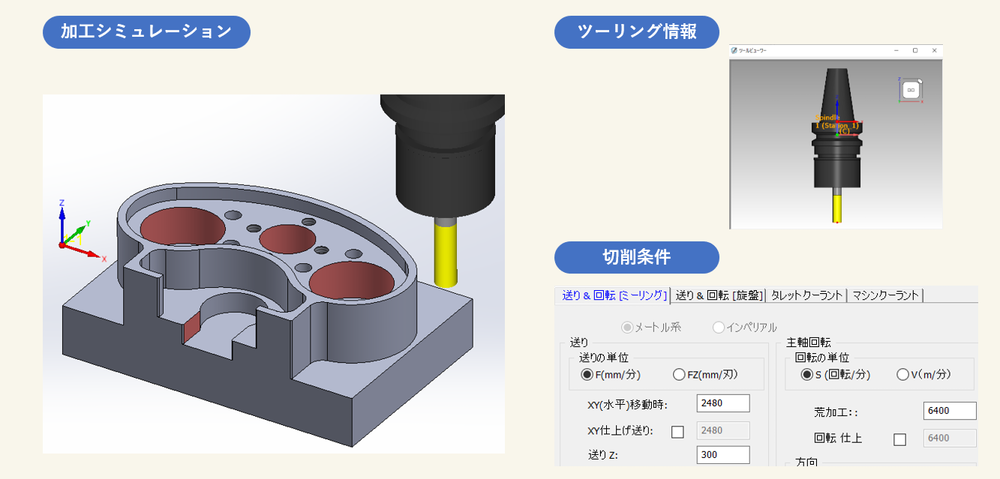
マシンシミュレーションによるデジタルチェック
現場で機械を止める必要はありません。PC上でのマシンシミュレーションにより、治具やクランプ、複合旋盤の主軸干渉まで事前にチェック可能です。空運転を最小限に抑え、実機の稼働率を劇的に向上させます。
3D CADモデルの有効活用と座標値取得
SOLIDWORKSなどの3D CADモデルから直接形状データを取得できるため、座標値の打ち間違いを防ぐことができます。段取り替え時の左右反転や座標オフセットも、CADデータに基づき正確に処理されるため、不良率の低減に直結します。
機械加工によるバリ取りの自動化
手打ちでは困難だった「立壁部」や「クロス穴」の裏面取りも、CAMなら容易にツールパス作成が可能です。特にSolidCAMのような高度なシステムなら、同時5軸加工による面取りも自動化でき、手仕上げ作業を大幅に削減して品質を均一化できます。
CAM導入で実現する「さらなる付加価値」
CAM導入のメリットは、単にNCプログラムの手打ちを置き換えることだけではありません。
加工品質の向上、工具寿命の延長、加工効率の改善など、機械加工にさまざまな付加価値をもたらします。
工具にやさしい加工パスで単純加工でも工具寿命を延ばせる
手打ちでNCプログラムを作成できるような単純な加工でも、CAMを活用すれば工具負荷の少ない加工パスを自動生成できます。
これにより、工具寿命の延長や加工時間の短縮が期待できます。
例えば、切削工具メーカーが推奨する「ロールイン」や「スパイラルツールパス」といった加工方法も、CAMなら簡単に適用できます。
ミスミ 技術情報ページ フライス加工のロールインアプローチについて
工具にやさしい加工パスにより刃先の摩耗を抑え、安定した切削が可能になります。
その結果、加工精度と加工効率の両立を実現できます。
加工の幅が広がり、付加価値の高い仕事ができる
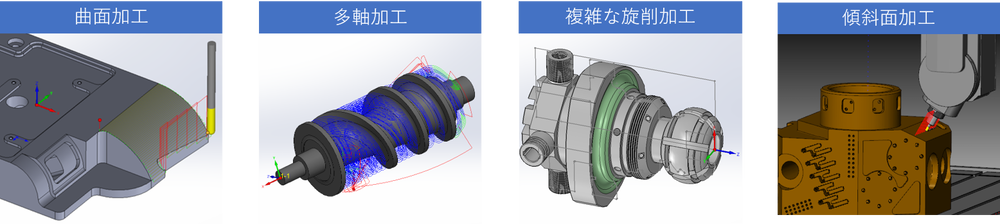
CAMを導入すると、ボールエンドミルによる曲面加工や傾斜面加工、複雑な旋削加工など、手打ちでは難しい加工にも対応できるようになります。
その結果、
-
機械加工の内製化
-
高付加価値加工への対応
が可能になります。
さらにCAMによる自動NCプログラム生成によりプログラム作成時間が短縮され、段取り作業の負担も軽減できます。
これにより
-
外注費削減
-
納期短縮
-
時間チャージの高い仕事の受注
といったメリットも期待できます。
削り残りをCAMシミュレーションで事前確認できる
手打ちで作成したNCプログラムは、テキストコードを確認するだけでは加工結果をイメージしにくく、加工忘れや削り残りに気付きにくいという課題があります。
CAMを使用すれば、加工シミュレーションで削り残りを可視化できます。
加工前にミスや加工漏れを発見できるため、
-
手戻り
-
再加工
-
不良品の発生
を防ぐことができます。
その結果、安定した加工品質と効率的な生産が実現します。
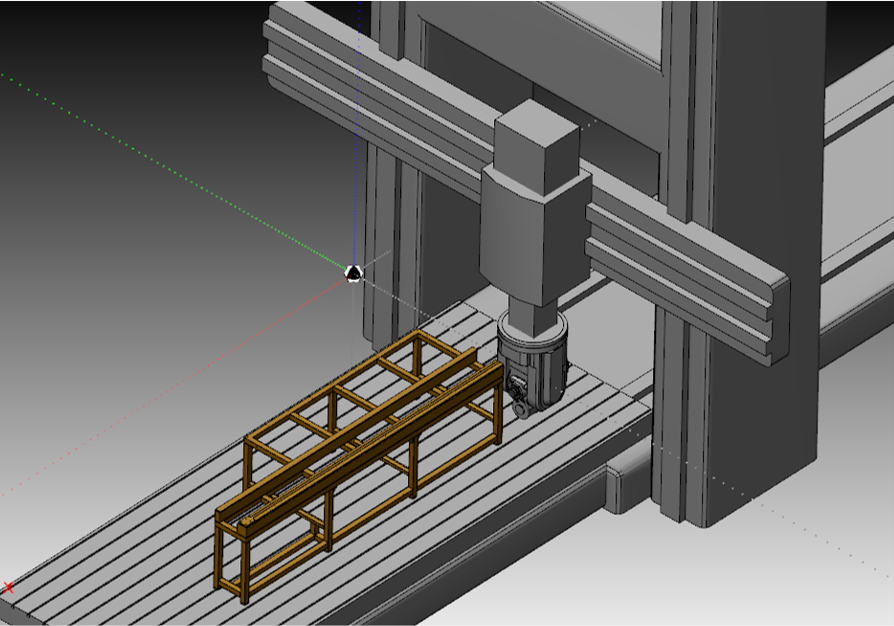
治具やクランプを避けた加工パスを自動作成できる
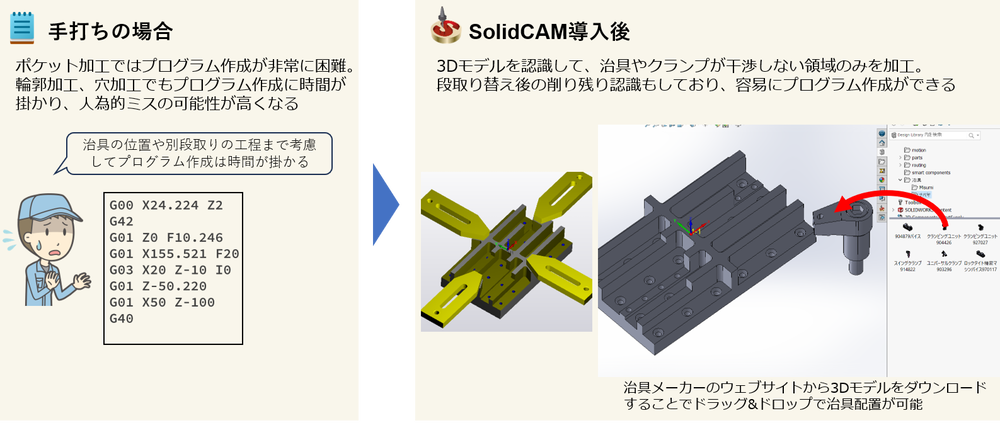
手打ちのNCプログラムでは、治具やクランプを避けながら加工するプログラムの作成は非常に困難です。
特にポケット加工では複雑になり、輪郭加工や穴加工でも編集作業が増え、ミスが発生しやすくなります。
CAMでは、3Dモデルをもとに治具やクランプとの干渉を自動判定し、干渉しない領域のみを加工するパスを作成できます。
さらに、段取り替え後の削り残りも認識できるため、複雑な加工でも効率よくNCプログラムを作成できます。
また、治具メーカーのウェブサイトから3Dモデルをダウンロードし、ドラッグ&ドロップで配置できるため、現場での準備もスムーズです。
機械ストロークを確認しながら安全に加工設定ができる
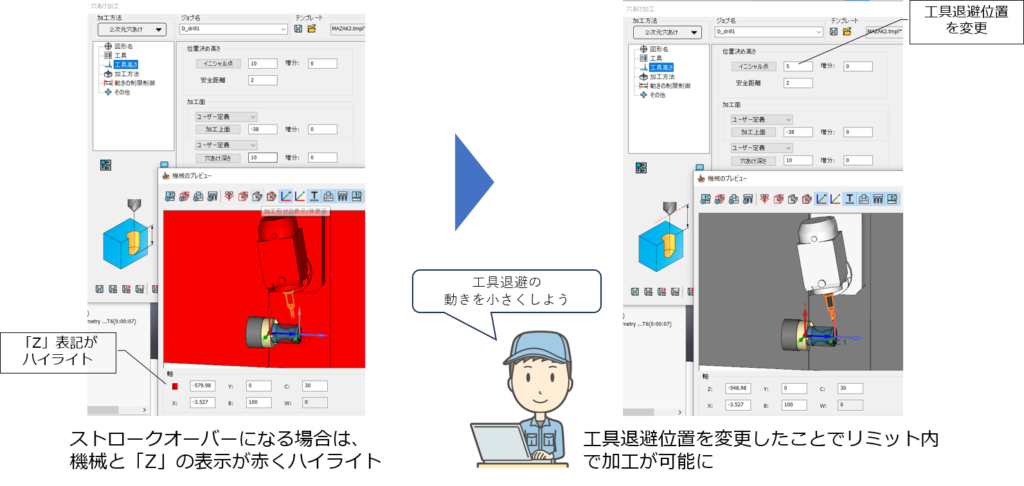
タクテックスが取り扱うSolidCAMでは、ポストプロセッサに工作機械のストロークリミットを設定することで、CAM上でストローク制限を確認しながら加工設定を行えます。
加工設定中に機械ストロークを超える動きがある場合、該当する軸が赤くハイライト表示されるため、問題箇所をすぐに確認できます。
これにより、従来は実機で確認する必要があったストロークチェックも、CAM上で効率的に検証できます。
機械の安全性を確保しながら、設定ミスや加工トラブルを未然に防ぐことが可能です。
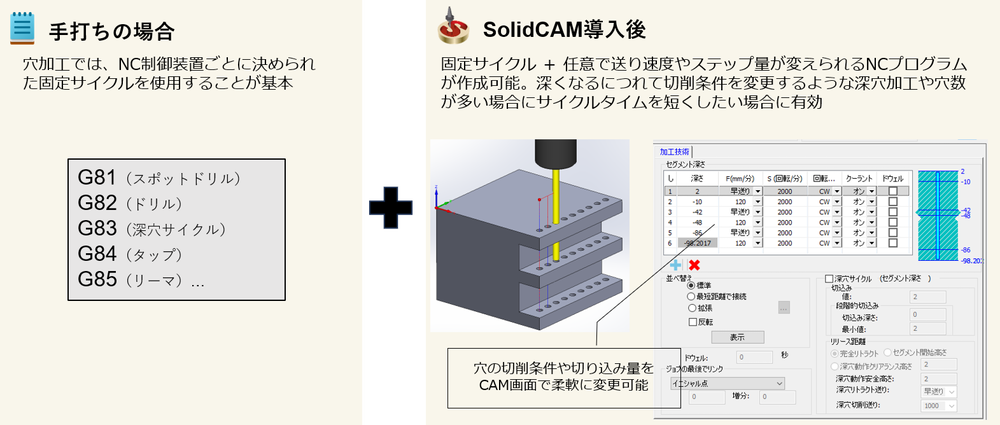
固定サイクルでは難しい柔軟な穴加工ができる
CAMを使えば、穴加工において途中で送り速度を変更したり、加工深さや切削負荷に応じて切り込み量を調整したNCプログラムを作成できます。
手打ちの場合、NC装置に用意された固定サイクルを使用することが一般的ですが、深穴加工や多数の穴加工では最適な条件に調整しにくいという課題があります。
CAMでは固定サイクルだけでなく、送り速度やステップ量を自由に制御した穴加工プログラムを作成できます。
深穴加工などでも加工条件を最適化できるため、サイクルタイム短縮と加工効率向上を実現できます。
まとめ: CAM導入でNCプログラム作成時間を大幅短縮
NCプログラムの手打ちは単純な加工では対応できますが、属人化や人為的ミス、空運転による機械稼働率の低下といった課題を抱えやすい方法です。
CAMを導入することで、加工シミュレーションによる干渉チェックや削り残りの確認、工具負荷を抑えた加工パスの生成などが可能になります。これにより、加工品質と生産性を同時に向上させることができます。
その結果、NCプログラム作成時間の短縮だけでなく、製造現場全体の効率化にもつながります。
現場の加工内容や設備に合わせて最適な導入方法をご提案できますので、CAM導入をご検討の際はタクテックスまでお気軽にご相談ください。