Gコード
Gコードとは
Gコードとは、NCプログラムに含まれるコードで加工前の準備機能を表します。Gの後に特定の数字を入力することで、早送りや切削送りをはじめとした主軸やテーブルの動きや工具長、工具径の補正量を指令できます。NCプログラム内では1番多く指令されるNCコードで、NCプログラムそのものを総称して「Gコード」と呼ぶこともあります。
工作機械での加工に使用される主なGコードは、メーカーに関わらず、「マシニング系」「旋盤系」「ワイヤーカット系」で統一されていることが多いですが工作機械の軸構成、制御装置のオプションや年式、メーカーによって一部違う場合があります。
よく使用するGコード一覧
G00 位置決め(早送り)
工具を現在の位置(始点)から目的の位置(終点)まで早送りで移動します。切削を行わない工具移動で使用します。
G01 直線補間(切削送り)
工具を現在の位置(始点)から目的の位置(終点)まで切削送りで移動します。Fコードで指令される数値を送り速度として動きます。
おもに切削を行う工具移動で使用します。
G02/G03 円弧補間
工具を現在の位置(始点)から目的の位置(終点)の2点を通る円弧上を切削送りで移動します。G02は時計回りの円弧補間、G03は反時計回りの円弧補間で、円弧の指令方法はR指令とIJ(K)指令があります。
Fコードで指令される数値を送り速度として動きます。
おもにG01と合わせて切削を行う工具移動で使用します。
G28 レファレンス点復帰
工具交換前や切りくずの除去、加工終了後など工具を安全位置に退避させたい場合に指令します。早送りで指令軸ごとに原点(第1レファレンス点)へ復帰します。
G40 工具径補正オフ
工具径補正(G41/G42)をキャンセルします。
G41/G42 工具径補正オン 左/右
工具径補正を有効にします。旋盤ではノーズR補正に該当します。工具半径分をオフセットしたい場合や工具摩耗により、ねらい値まで追い込みたい場合に使用します。
G43 工具長補正オン
工具長補正を有効にします。ホルダや切削工具の長さに合わせて制御装置に登録されている距離分、工具軸方向にオフセットされます。
G53 基本機械座標系選択
機械固有に決められた位置(基本機械原点)を表すための座標系です。G53と同一行に座標値を指令することで、基本機械原点を基準とした位置から早送りで移動します。ワーク座標系の選択に関わらず機械固有の決まった基準からの座標値が指令できるため、加工終わりに特定の場所にテーブルを移動させて作業者がワークの脱着をしやすい位置に移動したい場合などに使用します。
G54~G59 ワーク座標系 1~6 選択
ワーク座標系は加工しようとするワークの基準点を機械側で設定し、ワーク原点とすることで加工をしやすくするための機能です。
例えば、棒材を加工する際は、丸棒中心をG54(ワーク座標系1)として使用、四角の角材を加工する時の基準はバイスの左上角をG55(ワーク座標系2)として工作機械側に登録しておくことでNCプログラム内でどちらを基準にするか指令することができます。
G81~G89 固定サイクル
ミーリング加工で穴加工をする際に使用します。穴加工でも穴あけ、中ぐり、タップなど多種類ありますし、加工材質や形状によって少しずつステップをして加工したい場合や一旦、安全位置まで退避して切りくずを排出したい場合があります。これらの動きを1ブロック指令で動かせるようにしたものが固定サイクルです。
G90 絶対値指令(アブソリュート指令)
選択したワーク座標系(G54~G59)を基準として、X/Y/Z等の座標値を指令する方法です。機械オペレーターが工具の動きを把握しやすいことがメリットです。CADCAMを使用する業種では一般的な指令方法です。
G91 増分値指令(インクリメンタル指令)
現在の工具の位置を基準として、X/Y/Z等の座標値を指令する方法です。サブプログラムとして、別の加工に転用できたり、1つのワークで同じ形状の加工を複数回行う場合に便利です。樹脂加工業界やプレートに同じ形状の加工をする際に指令されることが多いです。
Gコードを勉強するには
専門的な知識が必要なGコードの勉強をするためには2つの方法があります。
1.工作機械に付属されているマニュアルを見て勉強する
工作機械に付属されているプログラミングマニュアルを見ながら学習します。
メリット
工作機械特有のGコードも記載されているので、設備されている機械に合った学習ができます。
デメリット
使用できるGコードすべてが記載されているので、自社で使用する実務的な工具の動きや流れがシミュレーションできません。
2.Gコードシミュレーターをパソコンにインストールして勉強する
Gコードシミュレーターと呼ばれるソフトウェアをパソコンにインストールして、パソコンの画面上で工具の動きやGコードの流れを確認します。
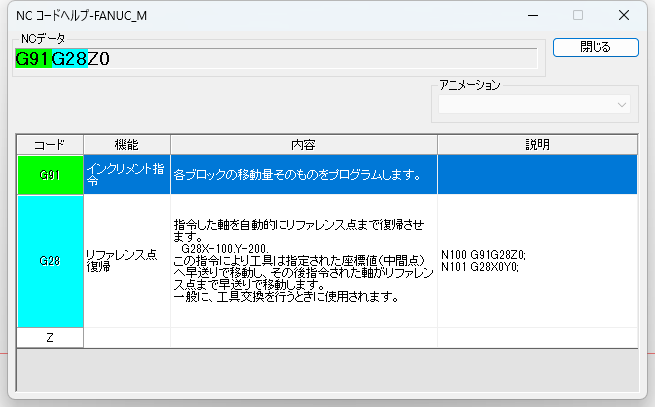
タクテックスのWinVIEW V4では、「NCコードヘルプ」という機能が搭載され、一般的によく使用されるGコードやMコードなどの説明画面を表示することができます。また、工具軌跡の確認ができ、どのような動きをするのかをシミュレーションすることができます。
Gコードの勉強ができるソフト WinVIEW V4
メリット
実際のNCプログラムをシミュレーションできるので、実務的な学習ができます。
デメリット
工作機械特有のGコードや深掘りした説明機能は搭載されていません。